SOFTWARE
Overview
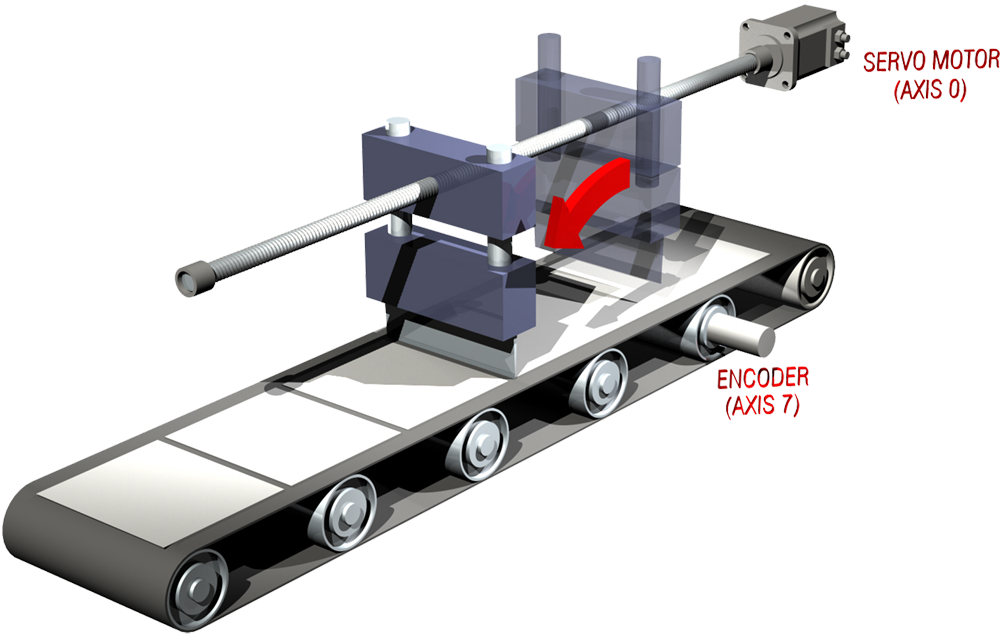
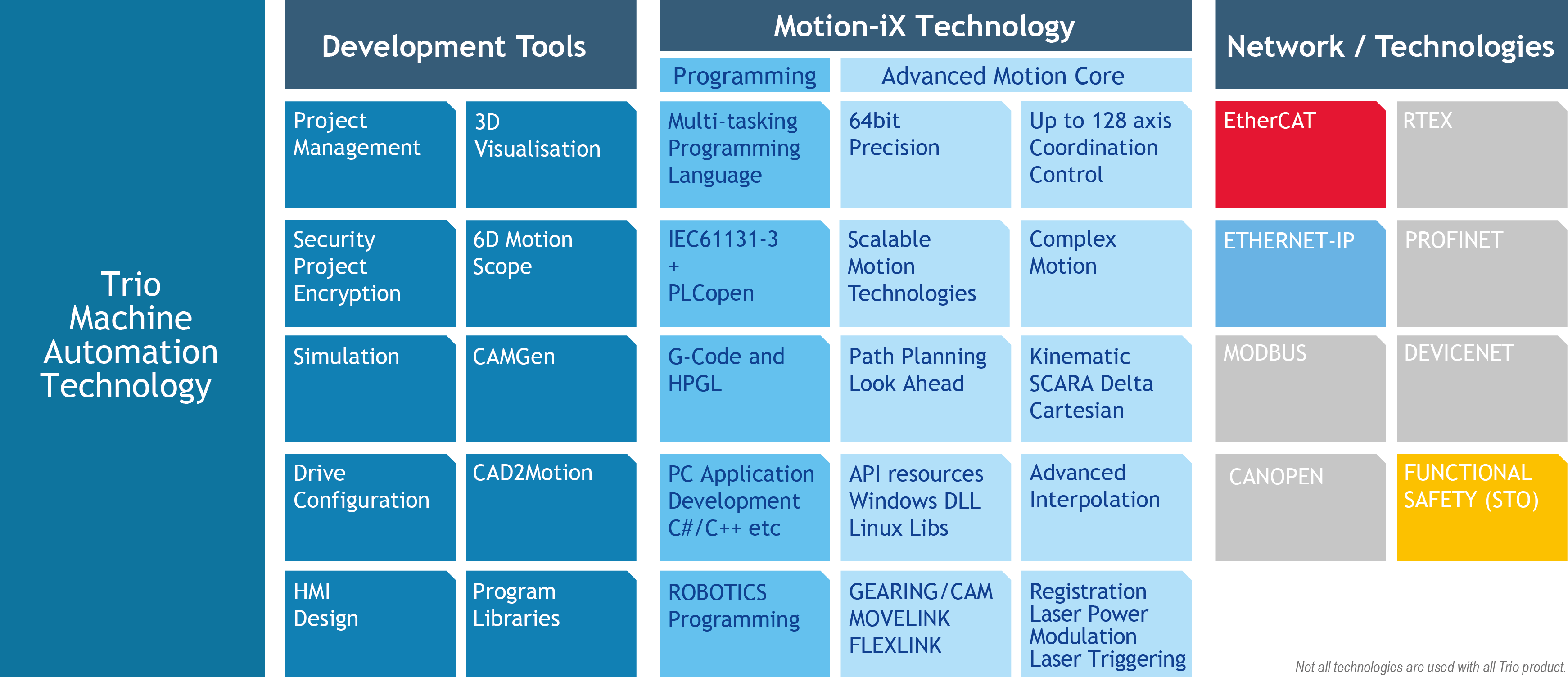
Motion-iX – a unified software engineering framework for machine development, that places the focus on optimising motion and complex kinematics, including robotics such as SCARA, to deliver truly optimal machine control performance.
Motion-iX includes development in IEC61131 and PLCopen, and boasts inverse kinematics capabilities to truly coordinate all machine axes as one, including robots to maintain tight synchronisation or robots and machine as one.
Virtualization allows simulation of the mechanics and motion to significantly reduce development and testing, delivering optimal control every time, by minimising machine cycle times.
Motion Perfect
A single programming interface for motion and machine control up to 128 axes of coordinated motion, Motion Perfect is designed to make setup, diagnostics, commissioning and using our range of Motion Coordinators as simple as possible. Motion Perfect provides the user with an easy to understand Windows based interface for rapid application development, controller configuration and monitoring of controller processes. The integrated UNIPLAY system makes HMI screen development quick and easy.
Trio Programming Language
The Trio Programming Language, with a powerful suite of instructions and tools developed over 24 years, makes even the most advanced motion programming easy. It provides ease of programming for many complex applications. With multitasking and subroutine capabilities, it allows users to create modular programs, ideal for code reuse and better readability thus saving valuable time. The syntax is similar to that of other BASIC family languages.
IEC61131-3
The built in industry standard IEC 61131 runtime, is an easy to use full function PLC programming system. The standard is already well established in Europe and is rapidly gaining popularity in North America and Asia as the programming standard for industrial control.